Lệnh nội suy cung tròn trong CNC
Trong lập trình CNC thì ta cần biết đến hai yếu tố quan trọng để có thể lập trình được đó là xác định được tọa độ có hai dạng là tọa độ tuyệt đối (Absolute) và tọa độ tương đối (Incremental) và yếu tố kế tiếp là ta phải biết được quỹ đạo để đi từ tọa độ này đến tọa độ kia, có các loại tọa độ như lệnh nội suy đường thẳng (G01) hoặc lệnh suy cung tròn (G02 và G03).
Thì đối với lệnh nội suy cung tròn trong CNC thì có ý nghĩa tương đối giống nhau trong cả lập trình phay CNC và lập trình tiện CNC, cả hai đều có ý nghĩa là lệnh nội suy cung tròn cùng chiều kim đồng hồ đối với mã lệnh G02 hoặc lệnh nội suy cung tròn ngược chiều kim đồng hồ (G03)
1. Lệnh nội suy cung tròn trong CNC - Lập trình tiện CNC:
Chức năng: G02 điều khiển dụng cụ di chuyển theo cung tròn cùng chiều kim đồng hồ, G03 điều khiển dụng cụ di chuyển theo cung tròn ngược chiều kim đồng hồ.
Cấu trúc câu lệnh
G02 X_ Z_ R_;
Lập trình tuyệt đối
G02 X55.0 Z-45.0 R15.0;
Lập trình tương đối:
G02 U30.0 W-15.0 R15.0;
Lệnh nội suy cung tròn cùng chiều kim đồng hồ
Cấu trúc câu lệnh
G03 X_ Z_ R_
Lập trình tuyệt đối
G03 X55.0 Z-45.0 R15.0;
Lập trình tương đối:
G03 U30.0 W-15.0 R15.0;
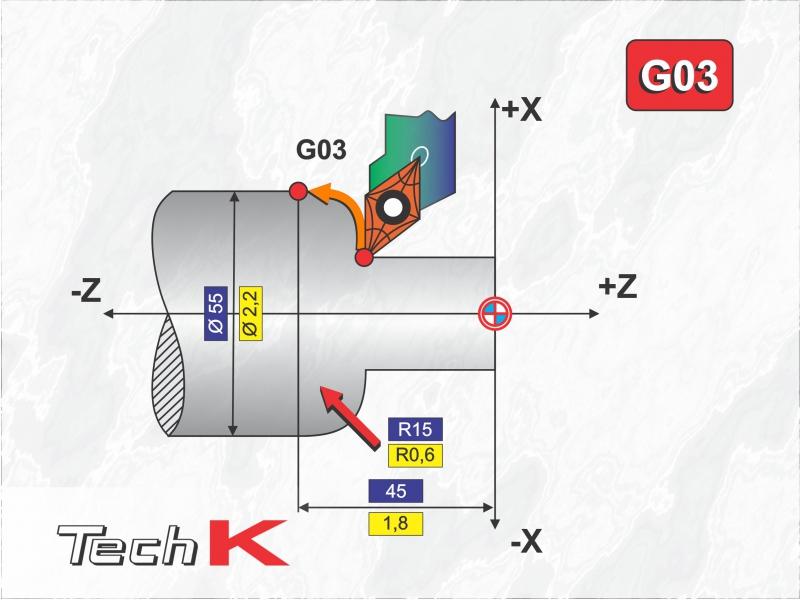
Lệnh nội suy cung tròn ngược chiều kim đồng hồ
2. Lệnh nội suy cung tròn trong CNC - Lập trình phay CNC:
Chức năng: Lệnh này dùng để định vị dụng cụ cắt theo biên dạng của cung tròn theo chiều kim đồng hồ G02 và ngược chiều kim đồng hồ G03 với tốc độ tiến dao F và cắt đi một lượng phoi mà dụng cụ cắt đi qua
- Lệnh nội suy cung tròn cùng chiều kim đồng hồ G02
Cấu trúc lệnh:
X_ Y_ Z_ R_ F_;
Lập trình tuyệt đối
G02 X55.0 Z-45.0 R15.0;
Lập trình tương đối:
G02 U30.0 W-15.0 R15.0;
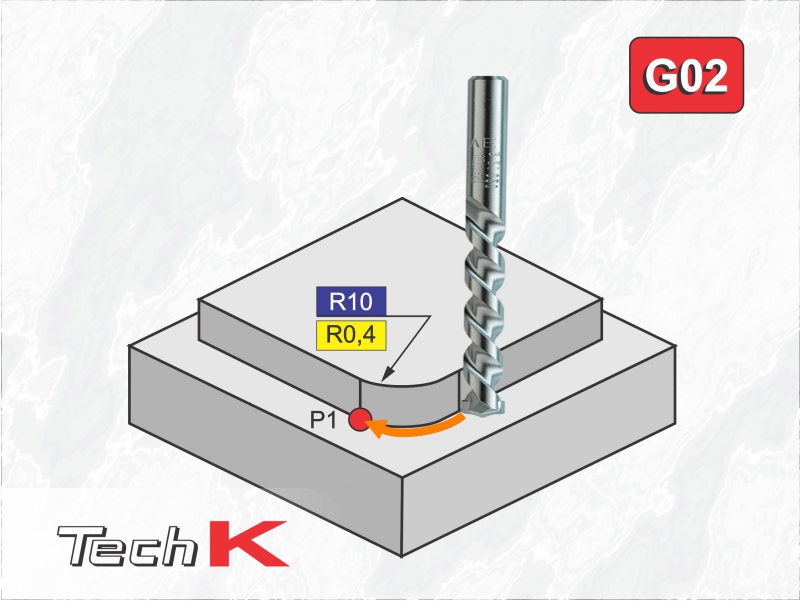
Lệnh nội suy cung tròn cùng chiều kim đồng hồ G02
- Lệnh nội suy cung tròn ngược chiều kim đồng hồ G03
Cấu trúc lệnh:
X_ Y_ Z_ R_ F_;
Lập trình tuyệt đối
G03 X55.0 Z-45.0 R15.0;
Lập trình tương đối:
G03 U30.0 W-15.0 R15.0;
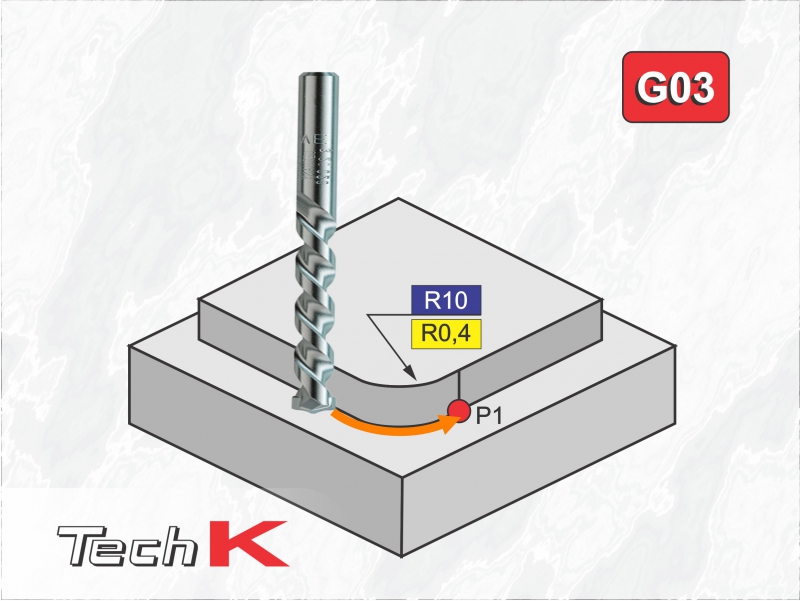
Lệnh nội suy cung tròn ngược chiều kim đồng hồ G03
Trên thực tế cấu trúc lệnh của lệnh nội suy cung tròn trong CNC ở lập trình phay CNC đối với lệnh nội suy cung tròn G02 và G03 thì ta còn một cách khác để khai báo cấu trúc lệnh đó là ta không sử dụng đến giá trị bán kính cung tròn R nữa mà ta sẽ sử dụng đến các giá trị I, J, K để thay thế.
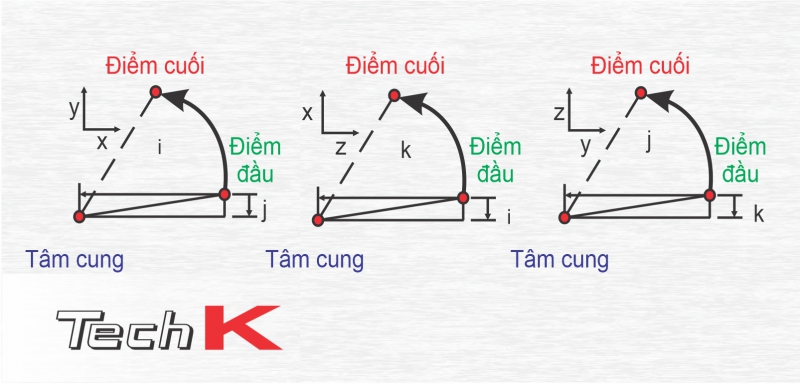 I, J, K là tọa độ tương đối của tâm cung tròn so với vị trí ban đầu của cung tròn theo phương X, Y, Z
I, J, K là tọa độ tương đối của tâm cung tròn so với vị trí ban đầu của cung tròn theo phương X, Y, Z
Cách tính bán kính cung tròn theo phương pháp I, J, K
Cách xác định I, J:
I = Xtâm - Xđầu; I <=> Trục X
J = Ytâm - Yđầu; J <=> Trục Y
K= Ztâm - Zđầu; K <=> Trục Z
- Ví dụ 1: Lập trình cung tròn với giá trị R
Lập trình cung tròn với giá trị R
Khi lập trình cung tròn với R thì cấu trúc lệnh như hình minh họa bên dưới, thì đầu tiên ta sẽ sử dụng câu lệnh G1 X50. để dụng cụ cắt nội suy đường thằng cách gốc tọa độ với giá trị bằng 50mm theo phương X với tốc độ tiến dao F là 200 mm/phút.
Kế đến ta sẽ sử dụng mã lệnh nội suy cung tròn cùng chiều kim đồng hồ G02 để nội suy cung tròn với góc quay là 1800 với tọa độ điểm đến cung tròn có tọa độ X là -50mm và Y là 0 nên ta sẽ không nhập vào, kế đến giá trị R ta khai báo là 50mm và tốc độ tiến dao là 100 mm/phút.
Tương tự ở dòng bên dưới ta cũng sẽ sử dụng mã lệnh G02 để nội suy cung tròn cùng chiều kim đồng hồ với tọa độ X điểm đến là 50 và bán kính cung tròn R là 50.
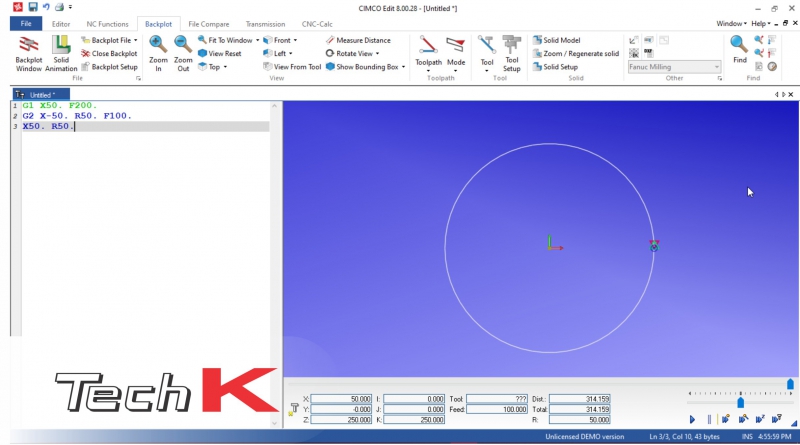
Dòng lệnh nội suy cung tròn có bán kính là 50mm
- Lập trình cung tròn với giá trị I, J, K
Khi lập trình cung tròn với giá trị I, J, K thì cấu trúc lệnh như hình minh họa bên dưới, thì đầu tiên ta sẽ sử dụng mã lệnh G1 để di chuyển dụng cụ cắt ra tọa độ cách gốc là 50mm với tốc độ tiến dao là 200 mm/phút.
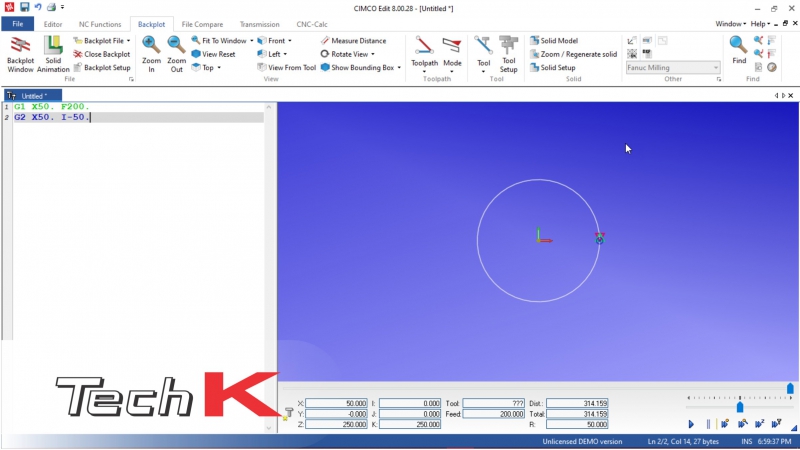
Dòng lệnh nội suy cung tròn với bán kính là 50mm
Kế đến để nội suy cung tròn với bán kính là 50 mm thì ta sẽ sử dụng lệnh nội suy cung tròn cùng chiều kim đồng hồ với tọa độ X là 50 và giá trị I là -50.
Như bạn có thể thấy được sữ khác biệt khi lập trình nội suy cung tròn trong CNC với giá trị R và với giá trị I, J, K thì với R ta cần phải lập trình với 3 dòng lệnh còn đối với lập trình với giá trị I, J, K thì ta chỉ cần 2 dòng lệnh.
Vừa rồi chúng ta đã cùng tìm hiểu các lệnh nội suy cung tròn trong CNC, nếu có gì thắc mắc các bạn hãy comment ở phía bên dưới. Chúc các bạn thành công!
Tham khảo các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học Lập trình và Vận hành máy phay CNC
✨ Khóa học Lập trình và Vận hành máy tiện CNC
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
ÔN HỒ HẢO - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
Go HomePage: Sách Hay 24H hoặc click: Sách hay nhất mọi thời đại, Mua sách online, Bạn đắt giá bao nhiêu, Truyện cổ tích Việt Nam, Mùa xuân nho nhỏ, Tràng giang, Hịch tướng sĩ
Tiếng Anh 9 Unit 1: A Closer Look 2 Soạn Anh 9 Kết nối tri thức trang 11, 12
Tiếng Anh 9 Unit 1: A Closer Look 2 Soạn Anh 9 Kết nối tri thức trang 11, 12
PHÂN TÍCH KINH TẾ: Tiếng Ukraine và tiếng Nga: hai ngôn ngữ giống nhau như thế nào?
PHÂN TÍCH KINH TẾ: Tiếng Ukraine và tiếng Nga: hai ngôn ngữ giống nhau như thế nào?
Hình thang; Diện tích hình thang lớp 5 (Lý thuyết + Bài tập)
Hình thang; Diện tích hình thang lớp 5 (Lý thuyết + Bài tập)
10+ Nghị luận về lối sống đẹp (điểm cao)
10+ Nghị luận về lối sống đẹp (điểm cao)

Vòng hoa viếng gia đình sui gia, thông gia kính viếng
Vòng hoa viếng gia đình sui gia, thông gia kính viếng
Tuyển Tập Các Bài Thơ Hay Của Xuân Quỳnh: Bài Thơ Tiếng Gà Trưa
Tuyển Tập Các Bài Thơ Hay Của Xuân Quỳnh: Bài Thơ Tiếng Gà Trưa

Soạn bài Dương phụ hành Kết nối tri thức Ngữ văn lớp 11 trang 107 sách Kết nối tri thức tập 1
Soạn bài Dương phụ hành Kết nối tri thức Ngữ văn lớp 11 trang 107 sách Kết...
Đóng vai người lính kể lại bài thơ Đồng chí của Chính Hữu điểm cao
Đóng vai người lính kể lại bài thơ Đồng chí của Chính Hữu điểm cao

Xéo xắt hay Xéo sắc? Từ nào mới đúng để chỉ sự chua ngoa?
Xéo xắt hay Xéo sắc? Từ nào mới đúng để chỉ sự chua ngoa?

Review xem nhiều






Review mới nhất




